Seit 2014 beschäftigt sich eine eigene Entwicklungsabteilung mit additiven Fertigungsverfahren. Ziel ist es, Korsette für die Skoliosetherapie mit Hilfe der 3‑D-Drucktechnik herzustellen. Angesichts der hohen Anschaffungs- und Herstellungskosten beim SLS-Verfahren (SLS = Selective Laser Sintering) fiel die Entscheidung zugunsten des FDM-Verfahrens (FDM = Fused Deposit Molding).
Einleitung
Während mit dem Scannen und der CAD/CAM-Technik die berührungslose Patientenvermessung schon lange in den Werkstätten implementiert worden ist, erfolgt die Fertigung der Korsette immer noch unverändert durch thermoplastisches Ummanteln bzw. Tiefziehen unter Zuhilfenahme von Vakuumtechniken. Hierbei entstehen durch die Fertigungstechnik ca. 30 % Verschnitt, dazu das Gips- oder PU-Modell. Verschnitt und Modelle sind nach der Fertigung komplett zu entsorgen. Der anfallende Abfall bei der Herstellung der Modelle (Gipsraspel oder Frässtaub und Raspel aus der CNC-Fräse) verursacht einen Großteil der Reinigungsarbeiten und bildet einen wachsenden Kostenfaktor beim Entsorgen. Nicht zu unterschätzen ist auch die körperliche Belastung beim Bearbeiten der Gipsrumpfmodelle. Auch bei beruflicher Routine und optimierter Arbeitsplatzkonfiguration ist ein Leistungslimit des ausführenden Technikers vorhersehbar. Über die Gesamtspanne der Lebensarbeitszeit führt dieser Prozess zu deutlichen Gelenkbelastungen, verursacht vermehrte Personalkosten durch Krankheitsausfälle und mindert die Arbeitszufriedenheit der Ausführenden.
Dies war die Ausgangssituation, als im Unternehmen der Verfasser im Frühjahr 2014 mit den ersten Planungen für die 3‑D-Drucktechnik begonnen wurde. Sowohl die hohen Materialkosten als auch die beträchtlichen Anschaffungskosten sprachen gegen das Lasersinterverfahren (SLS = Selective Laser Sintering) 1. Jedoch ergaben Tests mit dem FDM-Verfahren (FDM = Fused Deposit Molding) vielversprechende Resultate. Ziel war es, ökonomisch rentabel und personalressourcenschonend luftdurchlässige, ästhetisch ansprechende Hilfsmittel herzustellen. Der Hitzestau zwischen Haut und Korsett, der in den meisten Fällen zu verstärkter Schweißbildung führt, sollte minimiert werden.
Entwicklungsablauf
In einem Drei-Stufen-Plan wurde das Projekt umgesetzt. Dabei wurden die ersten zwei Stufen parallel entwickelt und bildeten sodann beim Zusammenführen die dritte Stufe.
Stufe 1: Datenbearbeitung
Nachdem der Patient gescannt (Rodin4D) und die Korrektur des Rumpfmodelles am Bildschirm abgeschlossen ist, wird aus dem virtuellen Modell ein digitales Korsett konstruiert und berechnet (Abb. 1). Dazu wird das Modell mit unterschiedlichen Dicken versehen, wodurch die beiden Zielvariablen (therapeutisch notwendige Korsettstabilität einerseits und Tragekomfort andererseits) optimiert werden, um so die Gesamtmasse des Korsetts zu reduzieren. Zudem werden Perforationen und Öffnungen konstruiert. Dieser Arbeitsschritt ist am zeitintensivsten und erfordert einen geübten CAD-Techniker. Am Ende dieser ersten Arbeitsstufe kann der Datensatz zum Drucken vorbereitet werden.
Stufe 2a: Druckvorbereitung
Im folgenden Schritt wird das Korsett je nach Druckergröße einteilig belassen oder in zwei Teile gegliedert, ähnlich einem Stagnara-Korsett, dessen Teile durch Scharniere miteinander verbunden sind (Abb. 2). Diese Trennung war notwendig, da zunächst noch kein der Korsettgröße entsprechender Drucker zur Verfügung stand. Mittlerweile wird ausschließlich mit einem Drucker gearbeitet, der ein komplettes Skoliosekorsett in einem Stück drucken kann. Abschließend wird das fertig entworfene Korsett von einer weiteren Software zum Drucken aufgeschlüsselt und in eine für den Drucker verständliche Sprache übersetzt.
Der letzte Programmierschritt entfällt auf die Ausrichtung und Anordnung der Supportstruktur. Dies wird oftmals als fertige Programmierung angeboten, hat sich aber zumeist als nicht brauchbar erwiesen: Zum einen müssen die zu druckenden Korsettstrukturen an jeder Stelle auf stabilen und vibrationsarmen Supportstrukturen aufbauen, zum anderen sind diese Strukturen hinterher zu entfernen und sollten daher so wenig wie möglich eingesetzt werden (Abb. 3–6). Auch Materialbedarf und Druckzeit werden bei so großen Druckteilen von der Supportstruktur beeinflusst. Hier spielt erneut der Druckertyp eine Rolle, da zu Beginn mehr Supportstrukturen gedruckt werden, bis dann in höheren Schichten die Korsettanteile überwiegen. Jedoch entscheiden gerade die feste Haftung des Werkstücks auf der Druckplatte und die sichere Zuführung der Filamente in dieser Anfangsphase über den Erfolg des 3‑D-Drucks. Die Perforation zu erhöhen oder die Perforationslöcher in einer beliebigen Form zu gestalten erscheint zwar als optische Bereicherung der Korsettgestaltung, jedoch bietet die 3‑D-Drucktechnik viel komplexere Möglichkeiten der Funktionssteigerung. Diese können allerdings nicht mit den standardisierten und sehr vereinfachten Programmen erzielt werden, auch wenn diese leichter zu bedienen sind.
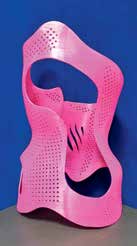
Das Ziel sind Korsettkonstruktionen, die alltägliche Probleme lösen: Druckstellen im Spinabereich, Abrieb durch Kleidung an prominenten Korsettteilen, ungeeignete Oberflächengestaltung. Das Hilfsmittel soll zudem dünn, leicht und luftdurchlässig sein. In Bezug auf Pelotten bzw. Korrekturbereiche im Korsett wird derzeit an verschiedenen Lösungen gearbeitet, die sich schnell und ohne großen Arbeits- und Zeitaufwand nachpassen lassen, sollte der Korrekturdruck erhöht werden müssen (Abb. 7).
Parallel dazu wird den Wünschen der meist jungen Patienten nachgekommen, die der Auffassung sind, dass Korsette anders aussehen dürfen als gewohnt. Denn solange Korsette weiter wie Korsette aussehen und die Therapietreue vom Selbstwertgefühl der Patienten entscheidend abhängt, so lange wird es wichtig sein, dass das Selbstbild mit einem Hilfsmittel auf- und nicht abgewertet wird 2. Mit den Worten einer Patientin (13 Jahre): „Das Korsett sieht so gut aus, das trage ich über meinem T‑Shirt. Das sollen die anderen sehen!“ (Abb. 8a u. b)
Stufe 2b: Drucktechnik und Druckmaterialien
Zur Auswahl eines geeigneten Druckers wurde zunächst ein Anforderungsprofil erstellt. Dabei stand insbesondere der nutzbare Bauraum im Vordergrund; zudem sollten sich möglichst viele Materialien drucken lassen. Schließlich war über Typ und Zahl der Druckköpfe zu entscheiden. Zu Beginn wurde ein weitgehend standardisierter Desktop-Drucker verwendet (23 × 23 cm Druckfläche), der jedoch über einen sehr hohen Bauraum (60 cm) verfügte. Nach einigen wenigen Modifikationen an der Filamentzuführung konnten die ersten Testläufe positiv abgeschlossen werden.
Komplexer gestaltete sich die Suche nach einem befriedigenden Druckmaterial: Zum einen unterscheiden sich die Materialien von Hersteller zu Hersteller, auch bei übereinstimmenden Bezeichnungen. Zum anderen wirkt sich eine Veränderung des Oberflächendesigns unmittelbar auf die Stabilität des gedruckten Objektes aus, das heißt, ohne die Korsettform zu verändern, erhält man mit Material A ein sehr starres, fast schon brüchiges Druckergebnis, während sich Material B als federnd und PE-ähnlich erweist, aber beim Drucker zu Fehlstellen führt. Derzeit werden verschiedene PLA- (Polylactic Acid) und PET-Filamente (Polyethylenterephthalat) verwendet; diese haben sich bislang als bester Kompromiss erwiesen.
Neben den Eigenschaften im gedruckten Bauteil (steif/stabil und gleichzeitig verwindungselastisch) bezüglich des Öffnens und Schließens des Korsetts spielt auch das Verhalten des Materials beim Drucken eine wichtige Rolle. Oft zeigen die Materialien ein gelungenes Anfangsdruckbild, um jedoch nach 24 oder 36 Stunden Druckzeit das sogenannte Hot-End zu verstopfen, oder die Haftung zwischen den einzelnen Schichten ist nicht optimal und zeigt Fehlstellen. Bei den derzeitigen Druckzeiten zwischen 48 und bis zu 77 Stunden müssen alle Faktoren durchgängig aufeinander abgestimmt sein.
Ein letzter wichtiger Aspekt ist die biologische Verträglichkeit; daher wurden von Anfang an möglichst leicht recycel- oder kompostierbare Materialien verwendet. Sowohl Verträglichkeit für den Patienten als auch Unbedenklichkeit beim Ver- und Bearbeiten müssen gewährleistet sein. Was den Hautkontakt betrifft, gibt es bislang keine negativen Erfahrungen – weder bei den Patienten noch beim Techniker (etwa beim Schleifen oder nachträglichen Erwärmen) kam es bisher zu Reaktionen oder Auffälligkeiten. Allerdings sind Technik und Materialien noch zu neu, um hierüber langfristige und sichere Aussagen treffen zu können.
Auf zwei Faktoren sollte jedoch bei der Materialauswahl geachtet werden: Zum einen sollten nur styrenarme oder ‑freie Materialien verwendet werden, da diese Stoffe durch die langen Schmelzphasen frei werden; sie stehen im Verdacht, krebsauslösend zu sein. Hauptsächlich bei der Verwendung von ABS-und SLA-Harzen kommen diese Stoffe vor. Zu PLA liegen noch keine Daten vor bzw. es konnte diesbezüglich nichts nachgewiesen werden. Dazu kommt noch die Staubemission durch den Abrieb beim Fördern des Filamentes; auch hierbei sollte z. B. auf bautechnische Lösungen geachtet werden, die die Partikelfreigabe minimieren oder dafür sorgen, dass sie nicht unmittelbar in die Raumluft abgegeben werden. Erfordernisse im Hinblick auf Zu- und Abluft sowie Luftfiltertechnik müssen im Einzelnen geklärt werden, da starke Temperatur- und Luftfeuchtigkeitsschwankungen den Druck beeinflussen bzw. evtl. durch die Drucksteuerung ausgeglichen werden müssen. Hierbei bestehen auch die größten Unterschiede zwischen den Druckern und ihren Kosten. Zwar kann man einen 3‑D-Druckerbausatz günstig in fast jedem Baumarkt erwerben und mit etwas Geduld sogar Korsette damit herstellen, jedoch gelangen gerade kleinere Desktop-Drucker dabei schnell an ihre Leistungsgrenzen, was zu übermäßigem Verschleiß und nervenaufreibenden Reparaturen führt. Größere Drucker sollten vor allem dem Dauereinsatz standhalten; zudem sollten ihre Verschleißteile leicht zugänglich sein. Insgesamt ist die 3‑D-Drucktechnik noch zu neu, um schon jetzt Plug-and-Play-Lösungen für die Orthopädie-Technik zu erwarten.
Stufe 3: Einführung und Implementierung
Erste Versorgungen von Patienten mit gedruckten Korsetten erfolgten im Sommer 2015. Die Compliance ist hoch, da es sich dabei um leichte und luftdurchlässige Konstruktionen handelt. Vergleichende Studien zur Tragezeit wurden bislang nicht unternommen, jedoch werden die Korsette mittlerweile mit dem Orthotimer-System ausgestattet, das eine hohe Aussagekraft bezüglich Tragezeiten und Therapietreue der Patienten hat. Die bisherigen Resultate und Versorgungsergebnisse sind so überzeugend, dass das entwickelte Korsett- und Versorgungsverfahren die geschützte Bezeichnung „3DScolioTM“ erhielt. Angesichts der Gips- und Modellfreiheit des Verfahrens war es bereits möglich, Kollegen aus Nachbarländern diese Art von Korsetten für ihre Patienten anzubieten.
Aktueller Prozess und Arbeitsaufwand
Der Ablauf einer Korsettversorgung stellt sich derzeit wie folgt dar:
- Scannen des Patienten mit Hilfe eines M4D-Scanners;
- Vermessen der Knochenstruktur nach Vorlage eines Röntgenbefundes;
- Bearbeitung mit dem Programm Rodin4D nach den Korrekturmustern von Chêneau und Rigo, noch im Programm werden die Schnittlinien erstellt;
- Weitergabe an die CAD/CAM-Abteilung zur Oberflächengestaltung;
- Ausrichten der flexiblen Areale, Definition versteifender Profile 3;
- Ausrichtung und Verteilung der Supportstrukturen (insgesamt ca. 8 bis 10 Stunden Arbeitszeit am PC);
- Weiterleitung des Korsetts an den Drucker (Druckzeiten derzeit zwischen 48 und 56 Stunden pro Korsett);
- Säubern und Polieren des Korsetts (ca. 45 bis 60 Minuten);
- Anprobe am Patienten (wenig zeitaufwendig, da notwendige Veränderungen recht schnell durch leichtes Erwärmen und manuelles Biegen vorgenommen werden können).
Zeitaufwand
Vergleiche zwischen verschiedenen Arbeitsmethoden sind immer ungenau, da jede Methode bestimmte Werkzeuge und Maschinen erfordert und auch die jeweilige Arbeitsstruktur der Firma eine wichtige Rolle spielt. Dennoch sei hier ein reiner Arbeitszeit-Aufwand-Vergleich angefügt: Die billigste Methode wird weiterhin die auf Gipsabdruck und Gipspositivmodell basierende Herstellung bleiben. Allerdings benötigt sie auch einen geschulten und erfahrenen Meister, der bei fast allen Arbeitsschritten die Qualitätskontrolle durchführen muss. Die schnellste Methode wird weiterhin die auf einer CAD-Fräse basierende Scan- und Frästechnik sein, jedoch ist dazu die Investition in eine Fräse oder – bei Inanspruchnahme einer Servicefertigung – ein gewisser Zeitzuschlag und ebenfalls ein Kostenfaktor zur Vergütung des Service notwendig. Bei beiden Prozessen entsteht ein großer Anteil an Abfall (Gips oder PU-Schaum).
Während 3‑D-Drucker kostengünstiger als eine CAD-Fräse sind, sind die notwendigen Programme und deren Lizenzen durchaus als Kostenfaktor zu bewerten. Die Kosten liegen jedoch weit unter denen für eine CAD-Fräse. Allerdings kann man die 3‑D-Technik mit mindestens 46 Stunden Druckzeit gegenüber 8 Stunden Bearbeitungszeit beim CAD-Verfahren (bei einem routinierten CAD-Techniker) derzeit nicht als schnell bezeichnen – wobei allerdings der Arbeitsaufwand während der Druckausführung nur in einer Kontrolle besteht.
Ergebnisse
Wie sich gezeigt hat, können Patienten erfolgreich mit gedruckten Korsetten versorgt werden. Der Arbeitsprozess der digitalen Datenerfassung wird um den Prozess der digitalen Formbearbeitung erweitert und mündet in den Prozess der additiven Fertigung inklusive einer digitalen Fertigungskontrolle. Ohne Modell kann das entworfene Hilfsmittel unmittelbar erstellt bzw. gedruckt werden. Derzeit entsteht hierbei ca. 30 % (ca. 1 Stunde) Mehrbedarf an Arbeitszeit für den Fachmann bzw. Meister im Vergleich zur PU-Frästechnik. Die notwendige Detailkontrolle und die genauere Planung des Kantenverlaufes erscheinen zwar zu Anfang etwas ungewohnt, dafür sind nach diesem Arbeitsschritt de facto potenzielle Fehlerquellen bezüglich des Korsettdesigns ausgeschlossen. Die Genauigkeit des Druckers erfordert die größte Umgewöhnung, denn anders als beim Tiefziehen gibt es nirgendwo in der Prozesskette Schrumpfung oder ein sich veränderndes Material – kein PU-Modell, das sich durch Hitze komprimieren lässt, keine PE-Platte, die sich nach dem Entformen weiter verändert. Was am Bildschirm entworfen wurde, entsteht im Drucker bis auf einen Zehntelmillimeter genau.
Die Materialkosten sind etwa gleich hoch, teilweise sogar geringer; es entfällt jedoch der gesamte Posten des PU-Rohlings inklusive Entsorgung bzw. Gips und Wasser, ebenfalls inklusive Entsorgung. Somit sind auch weder Gips noch PU-Rohlinge auf Lager zu halten. Der gesamte Produktionsprozess wird entschlackt: von der Bereitstellung der Ausgangsmaterialien bis zum Säubern der Werkstatt und Maschinen am Schluss, zudem hinsichtlich der Abfallmenge und deren Kosten.
Kosten
Produktempfehlungen sind an dieser Stelle nicht sinnvoll – die Frage, welches Programm in Verbindung mit welchem Drucker für welchen Einsatz eine adäquate Kombination bietet, enthält zu viele Variablen. Lediglich eine Übersicht über die notwendigen Einzelposten sei deshalb hier angefügt:
- Scanner für die Patientenerfassung
- CAD/CAM-Programm zur Modellierung des Patientenrumpfes
- CAD/CAM-Programm zur Gestaltung des virtuellen Korsetts
- Slicing-Programm für die Vorbereitung zum Drucken
- evtl. eine externe Druckersteuerungssoftware
Als Grundanschaffungen stehen natürlich der Drucker und entsprechende Filamentrollen an erster Stelle.
Schlussfolgerung
Angesichts der positiven Ergebnisse steht für die Verfasser fest, dass weiter in 3‑D-Drucktechniken investiert wird und dass diese weiterentwickelt werden. Es gibt noch viele Ideen und Versorgungsansprüche, die auf ihre Druckbarkeit warten. CAD/CAM muss als vielseitiges Werkzeug verstanden werden, das heißt auch, dass die derzeit noch sehr aufwendigen und anspruchsvollen Modellierungsprogramme der wachsenden, aber ungeübten Anwenderzahl hinterherhinken 4.
CAD/CAM wird als Designwerkzeug eingesetzt, es übernimmt die Qualitätskontrolle und dient als Faktor, um Druckzeit und Materialeinsatz zu optimieren. Ähnlich wie in den Anfangsjahren im PC-Bereich wird es Entwicklungen geben, die heute noch nicht vorhergesehen werden können. Erfolge und Misserfolge werden dazu führen, dass Drucker und Software sich weiterentwickeln. Der Fachmann bzw. Meister in der Werkstatt und auch der Facharbeiter bzw. Geselle hat dabei nichts zu befürchten – neue Techniken werden kommen, aber es wird weiter des Fachmanns bedürfen, um diese optimal einzusetzen.
Es hat sich gezeigt, dass das FDM-Verfahren durchaus fähig ist, in Kombination mit einem angepassten Design Druckergebnisse zu liefern, die zur Versorgung von Skoliosepatienten dienen können. Patienten empfinden die gedruckten Korsette als angenehm und beurteilen die Trageeigenschaften als vorteilhaft. Es gibt keine Einschränkungen bezüglich der Korrekturprinzipien, auch Nachpassungen sind mit Heißluft oder an der Trichterfräse möglich. Der gesamte Arbeitsschritt der Modellherstellung als Grundlage für ein thermoplastisches Formgeben entfällt und mit ihm auch der gesamte Bereich der Entsorgung von PU- oder Gipsmodellen nach der Fertigung (Abb. 9a u. b).
Interessenkonflikt
Die Verfasser machen darauf aufmerksam, dass sie ein neues eigenes System (3DScolioTM) zur Versorgung von Skoliosepatienten mit gedruckten Korsetten entwickelt haben, das auf einem bestimmten Ablauf von Softwareprogrammen beruht; zudem wurde der Drucker nach eigenen Erfordernissen modifiziert.
Für die Autoren:
Andreas Würsching
Kuca zdravlja d.o.o.
Poljicka 31
HR-10 000 Zagreb
Kroatien
wuersching@kuca-zdravlja.com
Begutachteter Beitrag/reviewed paper
Würsching A, Bulat-Würsching S. Der Einsatz additiver Fertigungsverfahren (3‑D-Druck) in der Versorgung von Skoliosepatienten — Ein Erfahrungsbericht. Orthopädie Technik, 2016; 67 (6): 52–55










- Gips oder Orthese bei distalen Radiusfrakturen? — 8. April 2026
- Die orthopädietechnische Versorgung mit einer dynamischen Fingerstreckorthese als eigenständige Therapie bei der Dupuytren’schen Kontraktur — 26. März 2026
- Vergleichende Prüfung konventioneller und additiv gefertigter Prothesenschäfte in Anlehnung an DIN EN ISO 10328:2016 — 10. März 2026
- Breuninger J, Daub U et al. Potenziale additiver Fertigungsverfahren für die Orthopädie-Technik. Orthopädie Technik, 2015; 66 (6): 22–27
- Würsching A. Complianceförderung – Psychologie in der Skoliosetherapie. Orthopädie Technik, 2009; 60 (8): 530–533
- Würsching A. Compliancesteigerung durch Karbonkorsette. Orthopädie Technik, 2013; 64 (11): 26–31
- Posch S, Schäfer M. Ästhetik und Funktion im Fokus moderner Gestaltungsvarianten in der Beinprothetik. Orthopädie Technik, 2015; 66 (6): 46–50
